
Technology
Turning
Swiss-type Automatic Lathes with up to 11 axis are used for turning operations in Nordic Titanium company with additional milling and deep drilling functions. The technology is used to cut away material from a solid workpiece. A lathe rotates the material against tools that trim corners and edges to cut the piece down to a desired shape or measurement.
Milling
5-axis CNC milling machines are used in Nordic Titanium for milling operations. Milling is the process of machining using rotating cutters to remove material by advancing a cutter into a workpiece.
Waterjet cutting
Water jet cutting is a manufacturing process that uses high pressure jets of water provided by pressurizing pumps that deliver a supersonic stream of water and special sand to cut and shape various types of materials. This technology is a cold cutting method which prevents material distortion and formation of heat affected zones.
Inspection
Nordic Titanium uses many different measuring equipment for nondestructive product inspection including special and accurate optical measuring equipment and coordinate measuring machine.
Laser welding
Laser welding is a process used to join together metals or thermoplastics using a laser beam to form a weld.
Laser marking
Laser marking is a marking method that uses a focused laser beam to alter the surface of a target. This method is used for marking or labeling both metal and plastic products.
Tumbling (grinding, polishing)
Tumbling consists of submitting the parts to vibration or rotation while in the presence of media. The media is specially designed to cause friction with the parts, and in effect grind or polish the parts in a controlled manner.
Glass blasting
Glass blasting is the process of applying some type of grit or blast media to a surface, using pressurized air to propel it. As the media brushes against the surface, it wears the surface down and often takes away the top layer of material.
Hot forging
Several high speed hydraulic stamps are used in Nordic Titanium for hot forging workpieces. Hot forging is a production process which hammers metal between two dies to form the desired shape. The process begins with a workpiece, which is heated up to 75% of its melting temperature, then forged between dies to the desired shape and size.
Forming
Metal forming is a manufacturing process used to convert the workpiece with desired shape and size by applying an external force on the plate, strip, pipe and profile to produce a plastic deformation or seperation by pressing the machine and die.
Grinding
Grinding is an abrasive machining process that uses a grinding wheel or grinder as the cutting tool. Grinding is used to finish workpieces that must show high surface quality and to produce very fine finishes and very accurate dimensions. It is usually better suited to the machining of very hard materials than is “regular” machining.
Thread rolling
Thread rolling is essentially a cold forging operation. The thread rolls, when forced onto the component, form the thread root, the displaced material flowing outward to fill the rolls and form the thread crest. The cold forging process enables the thread to withstand greater tensile, shear and fatigue loadings. Also a hardening of the thread surface occurs improving it’s wear characteristics.
Welding
Welding is a fabrication process whereby two or more parts are fused together by means of heat forming a join as the parts cool.
Heat treatment
Heat treatment is the process of heating metal without letting it reach its molten, or melting, stage, and then cooling the metal in a controlled way to select desired mechanical properties. Heat treatment is used to either make metal stronger or more malleable, more resistant to abrasion or more ductile.
Ultrasonic cleaning
Ultrasonic cleaning is a procedure for high-quality cleaning, utilizing ultrasonic energy to scrub the parts and a liquid solvent to rinse away the residue and loosened particulate matter.
Packaging in clean room with controlled environment (ISO 8 and ISO 9)
Nordic Titanium premises are equipped with clean rooms with controlled environment which complies to ISO 8 and ISO 9 classes according to ISO 14644.
Chemical treatment (pickling, anodizing)
Chemical treatment involves processes that create thin films of sulfide and oxide by means of a chemical reaction and also used for pickling.
Machinery line
ST-38 CNC Swiss-type Automatic Lathe
Triple turret design is ideally suited for complex machining of large diameter components for the medical, automotive and aviation industries
- Simultaneous machining achieved by opposed twin turret design tool post dramatically reduces machining time and independent
- Triple turrets with 10 stations each, reduce cycle time
- Deep hole drilling (max. 120mm) on front and rear ends of component parts
- Equipped with Star Motion Control System for higher accuracy and easier operability
Specifications
| Accuracy | 0.01 mm |
| Number of axles | 11 |
| Tools in stations | Up to 45 |
| Diameter of the material (mm) | Min. 8 Max. 38 |
| Product size (mm) | Min. 1 x 1 Max. Ø36 x 400 |

ECAS-20T Swiss-type Automatic Lathe
Machine complete high-precision profile parts faster, easier, and more reliable than ever
- Maximum machining diameter 20mm
- 10-axis design features independent front and back working with 2-tool turning simultaneous operations
- Revolutionary dual control facilitates machining of complete profile parts with simpler operation at a higher speed by using the exclusive Star Motion Control System
- Star’s exclusive Motion Control System ensures optimal accuracy and cycle times
Specifications
| Accuracy | 0.01 mm |
| Number of axles | 10 |
| Tools in stations | Up to 45 |
| Diameter of the material (mm) | Min. 5 Max. 20 |
| Product size (mm) | Min. less than 1 Max. Ø20 x 400 |

Spinner TTC 300 Powerful Universal Lathe
TTC300 is a most compact universal lathe with
- Box-way sliding guideways for useful for hard-turning applications and long lifetime of tools
- Most modern and dynamic built-in motor spindle with water cooling
- Dynamic servo-turret with adjustable tool change speed by feed override
- Very compact design with minimized outside dimensions
- Available optionally with Y-axis and sub spindle and is usually used for highly demanding workpieces from bar material or in chucking applications.
Specifications
| Accuracy | 0.01 mm |
| Number of axles | 4 |
| Tools in stations | Up to 32 |
| Diameter of the material (mm) | Min. 3 Max. 52 |
| Product size (mm) | Min. less than 1 Max. Ø320 x 80 or Ø52 x 400 |

Spinner PD Compact micro turning center for small precision parts
Model PD is offering highest precision in a compact machine design. More than 3.000 machines are delivered all around the world for
- Micro machining
- Hard turning of small workpieces
- Diamond cutting
- Mass production with Automation in applications for fine mechanics, optics, electronics, automotive and research.
Specifications
| Accuracy | 0.01 mm |
| Number of axles | 3 |
| Tools in stations | Up to 16 |
| Diameter of the material (mm) | Min. 2.5 Max. 30 |
| Product size (mm) | Min. less than 1 Max. Ø30 x 150 |

HAAS DS-30SSY
The Haas DS-30SSY Series Y-axis turning centers in Super Speed configuration combine dual-spindle turning with Y axis, C axis, and live tooling to create powerful “done-in-one” machining solutions for any shop. The machines provide 102 mm of Y-axis travel (±51 mm from the centerline) for off-center milling, drilling, and tapping, and come standard with high-torque 6000-rpm live tooling and a servo-driven C axis for versatile 4-axis capability. The opposed spindles support fully synchronized turning, and allow on-the-fly part pass-off to reduce cycle times.
Specifications
| Accuracy | 0.01 mm |
| Number of axles | 4 |
| Tools in stations | Up to 12 |
| Diameter of the material (mm) | Max. 76 |
| Product size (mm) | Max. Ø406 x 584 |

PICOMAX® 90 -M
Ideally suited both for larger work pieces and for small electrodes and free parts.
This machine offers ideal qualifications for precision manufacturing, whether in mold and die production or in manufacturing of components. The large clamping surface allows simultaneous work with pallets and multiple voltage among the compact and easy accessible 4th and 5th axis. The PICOMAX®90 isavailable in different types, whether applicable as universal milling machine (-M version) or as high-speed cutting (-HSC version). The solid and sturdy machine design with rigid machine base and massive vertical supporting stand has been especially developed for HSC machining. Economic 4th and 5th axis machining can be achieved by means of the optional available rotating and swivel axes.
Specifications
| Accuracy | 0.005 mm |
| Number of axles | 5 |
| Tools in stations | 46 |
| Maximum part dimension (mm) | 700 x 420 x 610 |

Müga-center RMV 250RT –5 axis machining center
Machining from five sides in only one clamping is the main feature of the RMV-series. With five axis, spindle speed up to 12.000rpm, rapid traverse 96 m/min (Z-axis) and tool changing time of 1,2 seconds the 160RT achieves highest productivity. Serial components are minimal quantity lubrication, coolant throughspindle 20 bar, coolant system, tool sensor, measuring probe option, etc.
Specifications
| Accuracy | 0.01 mm |
| Number of axles | 5 |
| Tools in charger | 23 |
| Maximum part dimension (mm) | 500 x 250 x 350 |

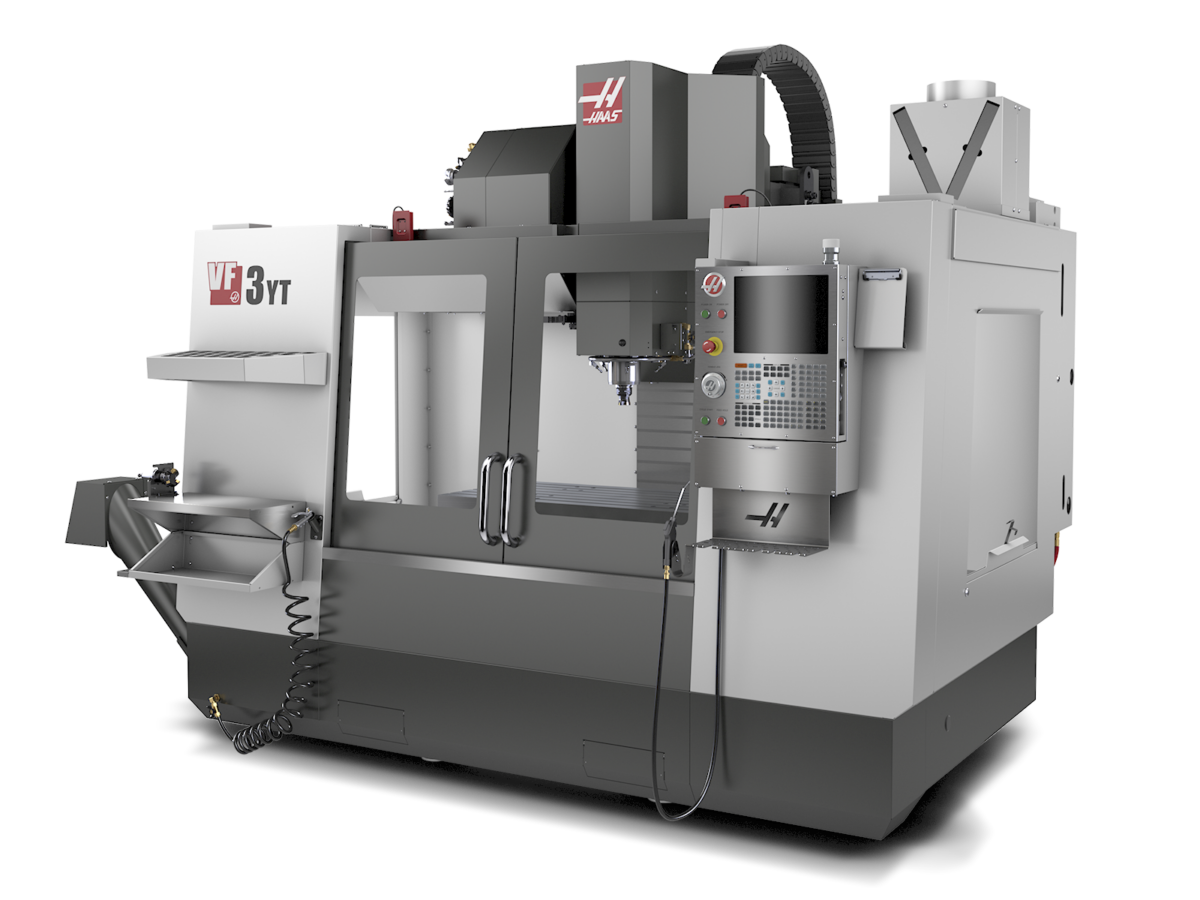
HAAS VF-3YT/50
The new Haas VF-3YT/50-taper VMC provides the heavy cutting capacity of a 50-taper machine in a mid-size footprint. It has a 1016 x 660 x 635 mm work envelope and a 1321 x 584 mm table – up 152 mm in Y over the standard Haas VF-3. A larger base casting provides the extended Y-axis travel, yet the machine’s footprint is only slightly larger than the standard VF-3. Heavy cast-iron construction yields the rigidity and stability necessary for heavy cutting, and the wide T-slot table provides plenty of room for fixturing and large parts.
Specifications
| Accuracy | 0.005 mm |
| Number of axles | 3 |
| Tools in stations | 30 |
| Work envelope (mm) | 1016 x 660 x 635 |
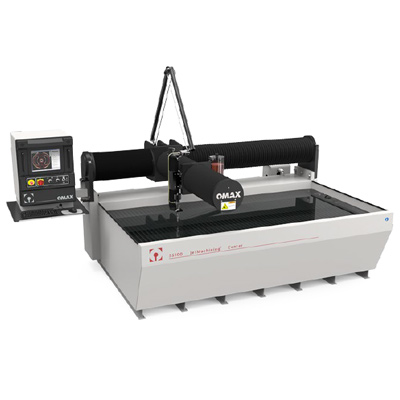
OMAX 55100 Precision JetMachining Center
The OMAX 55100 JetMachining Center is the largest of our cantilever-style machines. With a completely sealed and protected ball screw drive system, the OMAX 55100 is a robust and reliable workhorse for shops using larger stock. It gets the job done quickly and precisely, maximizing both machine time and profit margins.
Specifications
| Accuracy | ±0.0254 mm |
| Number of axles | 3 |
| Minimum part dimension (mm) | 5 x 5 |
| Maximum part dimension (mm) | 2540 mm x 1397 mm x 150 mm |
| Cut width | 0.7mm |
Microwaterjet
Micro-waterjet cutting does not differ in technology from normal waterjet cutting. Micro-waterjet cutting is also a cold, thermoneutral separation process (pure water and abrasive processes). The differences lie in the size of the cutting head and (in the abrasive process) in the size of the mixingchamber for the garnet sand. Micro-waterjet cutting was developed by Walter Maurer and his Waterjet AG team in response to the high demand for miniaturized, precision mechanical components in mechatronics, measurement and control technology, aerospace, medical technology and watchmaking. Through continuous optimization and further development, the cutting jet (4000 bar, 3-fold sound velocity) could be reduced to 0.2 mm. The process combines the precision advantages of laser cutting with those ofwater: There are no thermal stresses in the material, the micro-structure of the material and its material strength are retained. Usually a CAD drawing and the parameters material, thickness and cut quality are sufficient to start the work process.
Specifications
| Accuracy | ±0.01 mm |
| Number of axles | 3 |
| Minimum part dimension (mm) | 3 x 3 |
| Maximum part dimension (mm) | 1000 x 600 x 50 |
| Cut width | 0.4mm |


